Factories often struggle with labor costs and messy workflows. That’s why many switch to automation—and palletizers are a key part of that change.
A palletizer is a machine that stacks packed goods onto pallets automatically, helping factories boost efficiency, cut labor costs, and maintain order in the warehouse.
If you’re managing packaging lines, understanding what a palletizer does and how it fits into your process can save you both time and money. Let me explain how this technology works and why it’s so essential in today’s competitive manufacturing world.

What does a palletizer do and how does it work?
Manual stacking is slow and tiring. It causes bottlenecks and errors. Palletizers take over that job without complaining.
A palletizer arranges cartons, bags, or containers into a set pattern, then stacks them layer by layer on a pallet, ready for transport or storage.
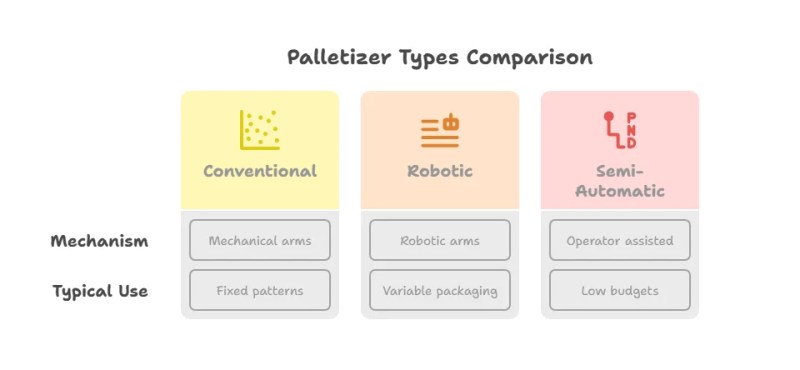
Different Types of Palletizers
| Type | Description | Common Use Case |
|---|---|---|
| Conventional | Uses mechanical arms or platforms | Large factories with fixed patterns |
| Robotic | Uses robotic arms with end-of-arm tooling | Variable packaging lines |
| Semi-Automatic | Requires operator to assist part of the task | Small businesses with low budgets |
Each type of palletizer fits different needs. For example, a robotic palletizer gives more flexibility when you have varying carton sizes. In contrast, a conventional palletizer is ideal when you have high-speed, consistent lines.
Basic Working Steps
- Product arrives on a conveyor.
- Palletizer arranges items based on a set pattern.
- Machine moves and stacks each layer on a pallet.
- Pallet exits the system for wrapping or shipping.
What makes a palletizer effective isn’t just the stacking—it’s also how well it integrates into your end-of-line system. At Hannpro, we help clients choose between robotic and conventional palletizers depending on their product shape, throughput, and budget. We also look at their existing packaging line layout to suggest the best fit.
What is a packer palletizer and how is it different?
Factories want to reduce handling steps. That’s why combo machines like packer palletizers are becoming more popular.
A packer palletizer combines case packing and palletizing functions into one compact system, reducing footprint and improving line integration.
This type of machine is especially valuable in industries with fragile items or frequent product changeovers. It helps to automate not only the end-of-line palletizing but also the box loading or case packing stage.
Key Differences Between Packer Palletizers and Standard Palletizers
| Feature | Standard Palletizer | Packer Palletizer |
|---|---|---|
| Function | Only stacks finished cases | Packs items into cases AND stacks them |
| Size | Requires more space | Compact design |
| Investment | Lower upfront cost | Higher cost but more value |
| Integration Time | Shorter | Longer due to dual function |
When Should You Use a Packer Palletizer?
- When you want to save floor space
- When you handle light or fragile items
- When you want fewer operators on the line
- When you’re upgrading both packing and palletizing systems
At Hannpro, we’ve designed compact all-in-one packer palletizers for snack manufacturers, and they now run a full shift with just one technician. The savings on labor alone made up for the investment within the first year.
Why should factories invest in palletizers?
Labor turnover, injury risks, and inconsistent quality hurt productivity. Palletizers fix all three.
Factories should invest in palletizers to reduce dependency on manual labor, minimize product damage, and speed up overall packaging efficiency.
Benefits of Palletizer Machines
| Benefit | Explanation |
|---|---|
| Labor Cost Reduction | One machine replaces 2-3 workers |
| Consistent Stacking | Each pallet is uniform and stable |
| Safer Work Environment | Fewer injuries from lifting heavy items |
| Faster Throughput | Runs nonstop and matches conveyor speed |
| Better Warehouse Handling | Easier forklift access, faster loading |
| Lower Error Rates | Precise stacking patterns reduce fall risk |
ROI in Real Factories
I once worked with a bottled water company that had three workers per shift stacking cases. We installed a Hannpro robotic palletizer. After three months, they cut labor by 60% and improved order accuracy.
That kind of outcome is common with the right equipment. Even mid-sized operations are now seeing real value by choosing a palletizer that matches their scale and output.
The future of palletizers in modern industry
Automation isn’t going away—it’s growing faster than ever. As demand for shorter lead times and higher output increases, palletizers are no longer optional.
Palletizers are becoming smarter, more energy-efficient, and easier to maintain. They play a vital role in digital manufacturing.

How Smart Features Enhance Palletizer Performance
| Smart Feature | Function and Advantage |
|---|---|
| IoT Connectivity | Remote monitoring and diagnostics |
| Pattern Flexibility | Quick changeovers for different SKUs |
| Predictive Maintenance | Reduces unplanned downtime |
| Energy Efficiency | Lower power use through intelligent motors |
At Hannpro, we now offer palletizers with touch screen interfaces and programmable stacking patterns. This lets our clients adapt quickly to changing production needs.
In the future, I believe every secondary packaging line will rely on a palletizer, not just for stacking, but as a data hub for end-of-line efficiency.
Conclusion
Palletizers simplify end-of-line tasks and protect your bottom line. Every growing factory should consider them. If you want better efficiency, consistency, and savings, investing in a palletizer is a smart move.